Hollow Structural Sections (HSS) is high-strength welded steel tubing used as structural elements in buildings and other structures and a variety of manufactured products. It is produced in round, square and rectangular shapes and a broad range of sizes. Benefits include aesthetic appeal, high strength-to-weight ratios, uniform strength, cost-effectiveness and recyclability.
HSS is sometimes mistakenly referenced as hollow structural steel. Rectangular and square HSS are also commonly called tube steel or structural tubing. Circular HSS are sometimes mistakenly called steel pipe though true steel pipe is actually dimensioned and classified differently from HSS. (HSS dimensions are based on exterior dimensions of the profile, while pipes are essentially dimensioned based on interior diameters.) The corners of HSS are heavily rounded, having a radius which is approximately twice the wall thickness. The wall thickness is uniform around the section.
The raw material of this product is rolled sheet of carbon steel produced in a hot rolling line and passed through various stations after forming in a cold rolling line. Connection edges are welded to each other without using any electrodes and by means of high-frequency induction welding. After cooling and passing through sizing stations, precise forms and dimensions are obtained. Then pipes are cut to the required length and after final inspection, they will be ready to present to the market. Foolad Machine currently produces 12-inch, 14-inch, and 20-inch steel pipes.
HSS Traits
Square and circular HSS have very efficient shapes for this multiple-axis loading as they have uniform geometry along two or more cross-sectional axes, and thus uniform strength characteristics. This makes them good choices for columns. They also have excellent resistance to torsion.
HSS can also be used as beams, although wide flange or I-beam shapes are in many cases more efficient structural shapes for this application. However, the HSS has superior resistance to lateral-torsional bulking. The square or rectangular HSS flat surfaces can ease construction, and they are something preferred for architectural aesthetics in exposed structures, although elliptical HSS are becoming more popular in exposed structures for the same aesthetic reasons.
HSS Usage
Human being has used the knowledge of the particular properties of the tubular sections in different ways from long time ago. Outstanding examples of using these sections are in building construction and steel structures.
Due to the strength of the steel and the durability of the building, these sections can be used in the construction of various structures. Among the most important structures built with such sections, the following can be mentioned:
Offshore platform
Stadium
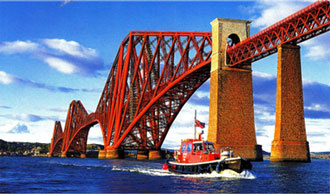
Bridges
Industrial sheds
Amusement parks
Terminals
Car parking
Overhead cranes
Pipe racks
Office buildings and shopping centers
HSS Advantages
HSS has greater strength-to-weight ratios than wide flange W and HP shapes. So, with HSS you need less steel, by weight, to do the job. And less weight equals less cost.
Excellent compression and support characteristics and superior torsional resistance make HSS particularly well-suited to all types of column applications
HSS is made from steel, one of the world’s most recyclable and recycled materials
Torsional strength makes HSS an excellent choice for bracing and perimeter members. (The torsional constant of HSS is 200 times greater than that of an open section)002E
Less surface area than open sections allow for reduced clean-up and painting
Wide variety of shapes and wall thicknesses are available
The uniform shape of HSS makes it easy to fabricate and well-suited for architecturally exposed applications.
Greater design properties in both axis (moment of inertia, section modulus, and radius of gyration)
High resistance to torsional loading
Particularly suited for compression column applications
Less weight-per-foot
Diversity: strength, formability, toughness, and corrosion resistance
Less resistance to air and water flow
High-quality surface finish
Appearance in exposed applications can become an exciting and visual part of the design of buildings and other structures
Cost-effective in relation to other building materials
Ability to conceal essential services.
HSS can be readily bent, formed, punched, and drilled. New and improved methods to fasten HSS to itself or to other materials are making its use simpler and fabrication faster.
Easier, faster, and cheaper to paint or coat
Easier to weld in both the shop and field (due to restricted chemistries) no preheating or post-heating is required
Easier to fit mating parts together (no notching or copying of joints as with beams or channels)
Reduced weight means additional savings in erection and shipping costs.
Common Methodes of HSS Manufacture
Rectangular steel sections were used with the advent of steel in construction at the end of the 19th century. The first sections were made by riveting the plates and corners. At present, this is done by welding four plates or more to each other, or by welding the plates to the sections of the rolled wing (W). After World War II, rectangular sections were made from single plates through the cold rolling process.
HSS Manufacturing Methods HSS
The transformation of steel strips into hollow structural sections (HSS) is the result of a series of operations including forming, welding, and sizing. Currently, three methods are being used for the manufacture of HSS.
Straight-seam welding process
In the weld mill, driven forming dies progressively shape the flat strip (1) by forming the top two corners (2) of the square or rectangular tube in the initial forming station. Subsequent stations form the bottom two corners (3) of the shape. No cold working of the sides of the shape is performed, and the shape’s seam is welded by high-frequency contacts when the tube is near its final shape and size. The welded tube (4) is cooled and then driven through a series of sizing stations which qualifies the tube’s final dimensions.
Transforming the tube into the box column
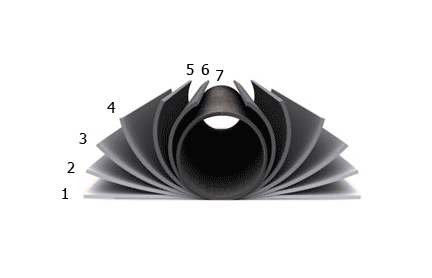
In the tube mill, flat steel strip (1) is formed continuously around its longitudinal axis to produce a round tube. This is done by moving the strip through a progressive set of rolls (2-6). The strip edges (7) are heated by either high frequency induction or contact welding and then forged together by weld rolls to create a continuous longitudinal weld without the addition of filler metal. The weld seam (8) is then cooled and processed through a set of sizing shaping rolls which cold-form it into a round (9), square (10) or rectangular (11) section. To see the production line of the cold form, click on the below picture.
Two-Piece Production
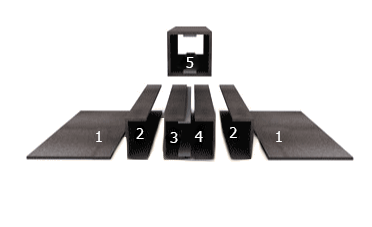
Two identical pieces of flat strip (1) are placed in a press brake and formed into two identical halves (2) of a finished tube size. A backup bar is tack welded to each leg of one of the half-sections (3). The two half-sections are fitted together toe-to-toe (4) and welded by the submerged arc process to complete the square or rectangular section (5).
Standards
The common standard for the production of construction sections is ASTM A500. Along with the expansion of the use of these sections, in 2013 the new standard ASTM A1085 was introduced for these sections. In 2012, Iran’s National Standards Organization also compiled standard 17003 under the title “Cold-formed and welded structural hollow sections of non-alloy steels” for these sections.
The amendment related to the new edition of the ASTM A500 standard (Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes), which was added in 2013, includes the following: Source (atlastube)
Section 1-5: In the previous edition, steel production methods included the open furnace method (Siemens Martin), the basic-oxygen method (Thomas-Bessemer), and the electric arc furnace method, which in this amendment, the open furnace method has been removed.
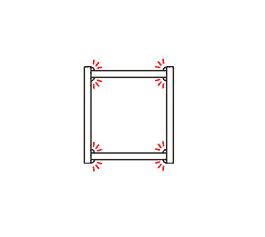
Section 3-6: This section has been added to the new revision “Welding shall not be placed around the corners of sections (of any shape) unless specified by the purchaser.”
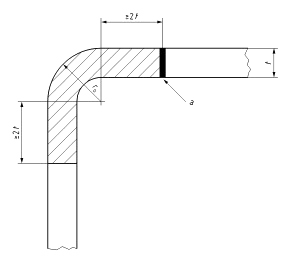
It is worth noting that in the appendix that is available in the ISO 14346 standard, it is stated that the distance between the longitudinal welding seam and the corners of the section should be at least 2 times the thickness and in some cases more. (opposite figure)